What is deburring? Duburring is the important part you cannot ignore in your material product processing process. Whether for wood, plastic, steel, aluminum or copper products, burrs affect appearance and usage of your products.
The deep understanding of deburring can help you prevent product failure and safety risks. What is deburring? How and why deburring form? What is the hidden hazards of neglecting burrs? Here let’s come to know more about deburring from this post.
1. What is Deburring
What is deburring? In metalworking, perfect cutting is just the beginning. You cannot ignore the small fragment or raised edge made in cutting, shearing, machining, or various other forming processes. Deburring is the essential process of removing these raised edges or fragments to make products safe and smooth. Deburring is widely applied for various material like wood, plastic, copper and so on,
Deburring machine makes the great work of removing the unexpected burrs. From the cooperative work of abrasive belt and rotary brush, you may have the burrs of various parts removed. Besides burrs removing, edge rounding, No4 or hairline finish and polish can also be achieved in the deburring process.
2. The Genesis: How and Why Burrs Form
Burrs inevitably occur in cutting, punching, shearing, or other plastic processes in all ductile materials, such as plastics and metals. The followings are the three main causes of burrs:
Thermal cutting
Unlike mechanical cutting which relies on shear force, thermal cutting produce slags rather than burrs. Thermal cutting uses a high-temperature heat source to melt the cutting material.
While the high-temperature heat source melts the material and high-pressure auxiliary gas blows away the molten metal, part of the molten metal fails to be completely blown out of the cut and forms slags for unideal process parameters.
Mechanical cutting
Mechanical cutting uses cutting force or mechanical pressure to separate materials in a solid state. The separation process is accompanied by plastic deformation which means the material changes shape under external force and cannot return to its original form once the force is removed. Some of the material which pushed beyond the design boundary becomes burrs after solidifying.
Machining
Machining is different from mechanical cutting. It applies rotating tools to remove excess material from the surface of the workpiece to achieve the desired shape and dimension. Through milling and drilling, progressive material removal is achieved. In machining, the material undergoes plastic deformation due to tool extrusion and forms rolled burrs.
3. The Hidden Hazards of Neglecting Burrs
Burrs are an indispensable part of workpiece manufacturing. Ignorance of them may bring you many hidden risks.
Safety Risks
Some burrs may seem tiny and negligible, but the sharp edges can easily cause cuts if they come into contact with unprotected parts of the human body. There are also significant risk of cutting injuries for assembly workers and end users.
Fit & Function
For parts that require precise dimensions, burrs are excess material outside the specified size. Their presence changes the part’s profile, affecting mechanical assembly and use. Rough burrs can scratch adjacent components, causing machine damage and impacting the operation of the entire production line.
Coating Failures
Many products require powder coating, electroplating or painting for corrosion resistance and aesthetic purposes. Coatings can evenly cover flat surfaces, but for workpieces with burrs, it is impossible to achieve uniform coverage, resulting coating peeling and corrosion.
System Failure
In the applying of workpiece, vibrations and motivation cause burrs fatigue or fracture and turn burrs into debris. Once the debris enter the mechanical operation, they can cause blockages in liquid system, short circuits in the circuitry, liquid contamination, and so on which potentially lead to catastrophic failures for the production line.
| Hazard Category | Production & Operational Impact | Root Cause / Solution |
|---|---|---|
| Safety & Injury Risks | Sharp edges act as blades, causing severe cutting injuries to assembly workers and end users . | Unconditioned sharp right angles. |
| Fit & Function Failure | Dimensional deviations alter part profiles, causing automated assembly line jams and scratching adjacent components . | Excess material forced outside specified sizes. |
| Coating & Painting Peel | Thin or missing coat films at sharp regions lead to premature edge peeling and localized rust . | Requires Edge Rounding to create continuous arcs. |
| Catastrophic System Failure | Burrs fracture under vibration, creating free-moving metal debris that blocks hydraulic valves and short-circuits circuitry . | Burrs fatigue over time under machine motivation. |
| Laser Oxide Scale | Prevents paint or powder coatings from bonding, causing entire sections to peel off and rust . | Requires integrated Side Brush systems to grind off the oxide layer. |
4. Overview of Deburring Methods
There are various methods for removing burrs, ranging from simple manual operations to highly automatic machine solutions. Here are four common deburring methods.
Manual Deburring
Manual deburring is the most traditional and direct method. Operators use polishing tools such as scrapers, files, chamfering tools or sandpaper to manually scrape off or smooth burrs along the edges of parts. This method has low costs and high flexibility, making it suitable for small-scale production that requires immediate feedback.
However, product quality consistency cannot be guaranteed due to variations among workers. Additionally, manual deburring is very labor-intensive and poses significant safety risks.
Vibratory Finishing
Vibratory finishing uses abrasives, such as ceramic, plastic, or corn cob particles or liquid medium to tumble, causing the abrasives and parts to roll together to smooth the parts and remove burrs. This method is low cost and suitable for batch processing of small parts.
However, vibratory finishing cannot accurately control edge rounding and is not applicable to precision-sized or large products. Residual abrasives inside threads or holes are difficult to remove, which can pose additional risks.
Thermal & Chemical
Thermal & Chemical applies heat energy or chemical solutions to burn off or dissolve excess burrs. This method can handle complex embedded areas that mechanical tools cannot reach and is highly efficient.
Thermal method may change the hardness of parts or deform thin-walled components, and the fuel used has safety risks. Chemical method is only suitable for specific materials, such as copper, aluminum, stainless steel and so on. It requires precise time control, and the cost of handling chemical waste is high.
Automatic Mechanical Deburring
Automatic mechanical deburring applies programmable-controlled abrasives like sanding belts and grinding brushes to perform precise and efficient grinding on parts, making it the mainstream choice for current high-volume, high-quality and repeatable production.
This method employs a continuously running sanding belt which is cloth-based or paper-based with abrasive particles adhered to the surface to feed parts into the processing area. The sanding belt contacts the edges with a certain pressure, and the abrasive particles remove burrs through a cutting action.
The grinding brushes consist of one or more high-speed rotating brush discs, which have numerous bristles, each tip containing abrasive particles. As the brush discs rotate at high speed, the bristles strike the edges of the parts, causing burrs to break off, while the abrasive on the bristles performs fine grinding on the edges, forming smooth rounded corners.
| Method | Key Advantages | Limitations & Risks |
|---|---|---|
| Manual Deburring | Low initial cost, highly flexible for small-scale production. | Labor-intensive, inconsistent quality, high safety risks for operators . |
| Vibratory Finishing | Low cost, ideal for batch processing small parts. | Cannot accurately control edge rounding; media residues can clog threads. |
| Thermal & Chemical | Highly efficient; handles complex embedded areas. | Risk of component deformation, material-specific limitations, high waste handling costs . |
| Automated Mechanical | High volume consistency, perfect edge rounding, 5-10x faster than manual work. | Requires higher initial equipment investment. |
5. Edge Rounding: Going Beyond Simple Deburring
Why does modern industry require not only deburring but also achieving a specific radius? The edges after deburring are still sharp, and edge rounding smooth sharp edge. This small change brings two significant benefits: enhanced coat film adhesion and eliminated stress concentration points. Automatic mechanical deburring can achieve perfect deburring and edge rounding.
Enhance Paint Film Adhesion
It is difficult for both liquid and powder coatings to evenly cover sharp protruding edges. Usually, coating at the edges is thinner. In some cases, the coating cannot cover the edge, leaving the edges exposed. When the edges are transformed into continuous rounded arcs, the adhesion of various coatings is enhanced.
Eliminating Stress Concentration Points
Sharp edges and corners cause stress concentration. While parts being subjected to forces, stress concentration points at sharp edges experience repeated pressure which can easily lead to small cracks over time.
Edge rounding cannot completely eliminate stress, but fillets can help distribute stress more evenly rather than concentrating it at sharp corners. As a result, the lifespan of the parts is extended and safety can be better guaranteed.
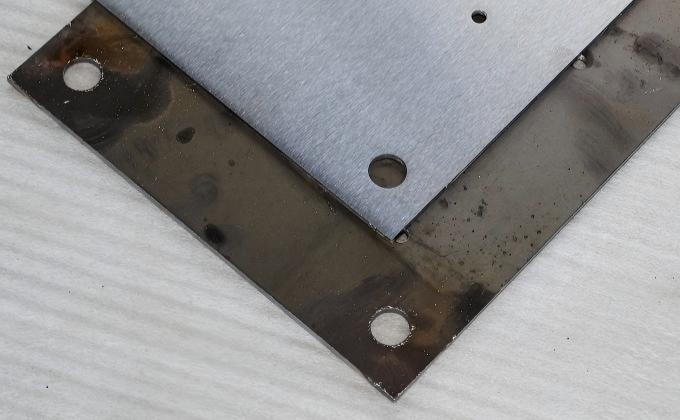
Comparison before and after machine operation
6. Choosing the Best Solution for Your Facility
There are many methods for deburring and edge rounding, and the best one is the one that suits you most. How to choose the most suitable deburring method?
Material Type
Different material makes different burrs, and the suitable deburring methods are also different. Aluminum alloy burrs are soft and tough, stainless steel burrs are hard, plastic burrs are heat-sensitive, and high-temperature alloy burrs are hard.
Automatic deburring machine can adjust abrasive tool parameters according to different characteristics of the materials and burrs, providing high-precision polishing method.
Production Output
The production output largely determines the choice of deburring method. For large-scale production, although automatic deburring has high initial costs, it is beneficial in long run. It can reduce labor costs, decrease scrap and rework costs, increase capacity and production efficiency, and improve product quality. For small-batch production, high automation and advanced production methods may cause stress.
Subsequent Processes
Deburring is not the endpoint of all work. What tasks remain after deburring? Do you need layer coating, plating or welding? If the subsequent work involves high precision or edge rounding, automatic deburring machine is your best choice. Its high precision and edge rounding capabilities provide great benefits for subsequent work.
| Material Type | Burr & Material Characteristics | Recommended Automated Tooling |
|---|---|---|
| Stainless Steel | Burrs are extremely hard and resilient to standard wear. | High-hardness sanding belts & ceramic abrasive brushes. |
| Aluminum Alloy | Burrs are soft, tough, and highly sensitive to heat buildup. | Softer fiber brushes with optimized heat dissipation settings. |
| Carbon Steel | Features hard, stubborn oxide scales on the cut edges. | Heavy-duty sanding belts paired with aggressive edge scaling tools. |
| Plastics & Composites | Highly heat-sensitive; prone to melting or secondary deformations. | Very fine, ultra-soft grinding brushes or cryogenic treatment. |
Selecting the right system depends heavily on your material thickness, volume, and downstream processes. If you are currently auditing potential vendors to upgrade your workshop, you can review this comprehensive analysis of the top 10 deburring machine manufacturers to evaluate how different industry leaders compare in automated technology and reliability.
👉 Just Have A See: Top 10 Deburring Machine Manufacturers: 2026 Global Sourcing Guide
Conclusion:
What is deburring? Now you may have the answer. Deburring is not an additional cost. It plays a great role in maintaining and enhancing your products quality and brand reputation.
Want to introduce a helpful automatic deburring assistant to your production line? Contact armpremfg.com to learn more about reliable automatic deburring machines and various deburring solutions.
FAQ
Q1: Why Do Burrs Inevitably Form After Metal Processing?
▼
Burrs are the result of plastic deformation that occurs during cutting or machining of metal. When a tool or laser beam processes metal, the material is compressed and pushed toward the edges. On the exit side where the tool leaves the workpiece, the underlying metal loses support and cannot be cut cleanly, so it can only curl outward or stretch, and finally solidify upon cooling. This produces burrs.
Even the most advanced laser cutting machines can form slags at piercing points or corners because the molten metal cannot be completely blown away by the assist gas in time.
Q2: What Are The Consequences If Deburring Is Not Performed?
▼
The risks of no deburring are obvious on four levels. First, safety. Sharp edges are like blades and can cut assembly line workers at any time or cut end users. Second, assembly. Burrs are excess material not included in the design drawings. It directly alters the actual contour of the part, causing parts to fail to fit precisely. There are risks for dimensional deviations or struck in automatic assembly lines.
Third, function. In use, burrs may fall off due to vibration and becomes freely moving metal debris. These tiny particles can block hydraulic valves if they enter the hydraulic system, and if they fall onto a circuit board, they may cause short circuits and damage. Finally, coating. Paint and plating naturally adhere weakly to sharp edges. You may find the peeling comes from edge usually. Moisture can seep in through the peeled areas and causes rust prematurely.
Q3: What Is The Biggest Difference Between Manual Deburring And Machine Deburring?
▼
The biggest difference between manual and machine deburring lies in consistency and efficiency. Manual deburring depends on the worker’s experience, physical strength, and many other factors. In contrast, automatic equipment operates according to programmed settings, with pressure, speed, and time precisely controlled by the machine. In addition, the processing speed of an automatic deburring machine is typically five to ten times that of manual work, easily replacing three to four full-time deburring workers and saving on labor costs.
Q4: What Is “Edge Rounding”? Is It The Same As Deburring?
▼
Deburring only removes protruding burrs, but the remaining corners are still sharp right angles. Edge rounding is a further process based on deburring, where the sharp corners are ground into smooth curves.
This step allows coatings to evenly cover and firmly adhere to the curved surface, making it less likely to peel off from the edge. Additionally, the curves eliminate points of stress concentration which can cause cracks and lead part crack.
Q5: How To Select Deburring Solution According To Part Material?
▼
Different materials have different properties, and the corresponding deburring processes also vary. Stainless steel burrs are hard and require high-hardness sanding belts or ceramic abrasive brush. Aluminum is relatively soft and conducts heat quickly. Therefore, you should choose softer fiber brushes and pay attention to heat dissipation. Carbon steel has hard oxide on the edges and need strong sanding to deburr. Plastics and composites are very sensitive to heat. Cryogenic deburring or very fine soft grinding brushes are needed.
Q6:Will Machine Deburring Change The Dimensional Tolerances Of Parts?
▼
Professional deburring machines only treat the edges and do not damage the surface. By precisely controlling the pressure of the sanding belt or brush on the workpiece, the depth of penetration, and the processing time, the equipment can remove only the burrs protruding from the edges, while having minimal impact on key dimensions such as the thickness and hole diameter of the workpiece.
Q7:Does The Oxide Scale Produced By Laser Cutting Count As Burrs?
▼
Oxide scale is not burr, it is a hard layer formed on the metal surface due to oxidation under the high heat of the laser. But its harm can be even greater than that of burrs. Oxide scale adheres to the metal surface and prevents paint or powder coating from sticking. After coating, it can easily peel off in large sections, leading to metal rust. Thus deburring machines usually integrate side brush functions specifically for grinding off the oxide layer at the cut edges.
Q8:How To Calculate The Return On Investment (ROI) For Investing An Automatic Deburring Machine?
▼
The calculation of ROI mainly relies on three parts. The first is labor cost: one machine can usually replace three to four workers. The second is consumable cost: machine sanding belts are more durable than manual tools. The third is defect rate cost: manual operation is prone to miss or over-grinding, whereas mechanical processing consistency greatly reduces the cost of returns caused by edge defects.
Ready to elevate your production quality?
Investing in a high-quality sanding machine is a decision that impacts your manufacturing precision and efficiency for the next 5 to 10 years. Don’t settle for instability. Choose a reliable partner to secure your competitive edge in surface finishing.

About Smaria
I am a technical specialist at ARMPRE, dedicated to mastering the art of industrial surface finishing. I focus on bridging the gap between sophisticated automation and real-world manufacturing, ensuring every workpiece achieves consistent edge perfection and a flawless finish that maximizes your long-term ROI.